ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ УКРАШЕНИЙ

ИЗГОТОВЛЕНИЕ КОЛЕЦ
Таблица 1
Пример процесса изготовления кольца с верхушкой
| Операция |
Инструмент, приспособление, материал |
| Подготовить (прорисовать) эскиз, чертеж, рисунок кольца и отдельных его деталей (эскиз 1), определить расчетные размеры каждой отдельной детали кольца |
Бумага, карандаш, перо, тушь |
| Взять проволоку (из золота, серебра, мельхиора, меди) соответствующего диаметра и отрезать заготовку в размер (больше расчетной длины шинки) |
Штангенциркуль, ножницы или кусачки |
| Расплющить и слегка выгнуть (методом ковки) центральную часть заготовки (эскиз 2) |
Молоток |
| Согнуть заготовку (методом гибки) в деталь, схожую с шинкой (эскиз 3) |
Плоскогубцы |
| Закруглить шинку (эскиз 4) |
Шперак |
| Расплющить (методом ковки) боковые стороны шинки (эскиз 5) |
" |
| Править боковые поверхности шинки (эскиз 6) |
Молоток |
| Отжечь концы шинки (эскиз 7) |
Асбестовый лист, горелка |
| Гнуть концы шинки (эскиз 8) |
Плоскогубцы |
| Припасовать концы шинки (эскиз 9) |
Зажимы, надфиль |
| Паять концы шинки: офлюсовать, наложить припой (эскиз 10) |
Асбестовый лист, горелка |
| Отбелить шинку |
Ванночка, отбел, пинцет |
| Промыть шинку в воде, просушить |
Ванночка |
| Зачистить место пайки (эскиз 11) |
Надфиль |
| Запилить концы шинки по форме верхушки (эскиз 12) |
" |
| Довести внутренний диаметр шинки до требуемого: выпилить в нижней части (середина) шинки излишнюю часть металла (эскиз 13) |
Лобзик |
| Согнуть концы шинки, припасовать их до плотного прилегания (эскиз 14) |
Плоскогубцы |
| Приготовить (вырезать) квадратный кусочек-пластину толщиной 0,05 - 0,1 мм припоя, вставить в предварительно офлюсованный стык так, чтобы пластина выступала из него минимум на 1 мм со всех сторон (эскиз 15) |
Ножницы, пинцет, кисточка, припой, флюс |
| Паять стык шинки (эскиз 16) |
Асбестовый лист, горелка |
| Отбелить шинку |
Ванночка, отбел, пинцет |
| Промыть в воде, просушить |
Ванночка |
| Опилить места пайки (эскизы 17 и 18) |
Напильник, надфиль |
| Опилить шинку кругом |
Бормашинка с набором фрез |
| Отрезать (от листового проката толщиной не более 2 мм) заготовки для накладок к верхушки |
Ножницы, чертилка |
| Править заготовки |
Флакейзен, молоток |
| Отжечь заготовки (до появления малинового цвета) |
Асбестовый лист, горелка |
| Произвести разметку - нанести на заготовки рисунки накладок (эскиз 19) |
Чертилка |
| Выпилить накладки согласно разметки |
Лобзик |
| Произвести гибку накладок (эскиз 20) и верхушки (эскиз 21) |
Молоток, оправки, плиты-подкладки |
| Опилить накладки и верхушку заданные размеры |
Надфиль |
| Отрезать от листового проката (толщиной не более 2 мм) заготовку для декоративного элемента |
Ножницы |
| Править заготовку |
Флакейзен, молоток |
| Произвести разметку - нанести на заготовку рисунок декоративного элемента (эскиз 22) |
Чертилка |
| Выпилить декоративный элемент согласно разметке |
Лобзик |
| Гнуть декоративный элемент по форме верхушки |
Плоскогубцы |
| Опилить декоративный элемент кругом |
Бормашинка с набором фрез, полукруглый, пазовый, игольчатый надфили |
| Припасовать декоративный элемент к верхушке |
Надфиль |
| Нарезать припой, офлюсовать места пайки, уложить припой, зафиксировать паяемые детали (эскиз 23) |
Ножницы, пинцет, кисточка, флюс, припой, зажимы |
| Паять декоративный элемент с накладкой |
Асбестовый лист, горелка |
| Отбелить верхушку (накладка с напаянным декоративным элементом), а затем промыть в воде и просушить |
Ванночка, отбел, пинцет |
| Зачистить (запилить) места пайки |
Бормашинка с набором фрез, надфили |
| Припасовать верхушку к шинке (эскиз 24) |
Надфиль |
| Нарезать припой (узкими длинными пластинками) офлюсовать места пайки, зафиксировать паяемые детали в требуемом положении; паять верхушку с шинкой - узкая длинная полоска припоя применяется как электрод при сварке (эскиз 25) |
Кисточка, флюс, асбестовый лист, горелка, пинцет, припой |
| Отбелить весь узел, промыть в воде и просушить |
Ванночка, отбел, пинцет |
| Зачистить места пайки |
Надфиль |
| Припасовать накладки к шинке и верхушке, сделав на верхушке всечку |
" |
| Нарезать припой, офлюсовать места пайки, закрепить паяемые детали в требуемом положении, паять накладки к шинке и верхушке (эскиз 26) |
Ножницы, припой, кисточка, флюс, зажимы, асбестовый лист, горелка |
| Отбелить кольцо, промыть в воде и просушить |
Ванночки, отбел, пинцет |
| Зачистить места пайки |
Надфиль |
| Править боковые поверхности кольца |
Флакейзен, молоток |
| Шабрить кольцо кругом |
Шабер |
| Полировать кольцо кругом сначала войлочными, а затем матерчатыми (суконными) кругами (эскизы 27 и 28) |
Бормашинка с набором матерчатых, войлочных, шерстяных кругов и щеток, паста ГОИ |
| Произвести химическую очистку кольца в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70, ТМС-160, а затем промыть в теплой воде, просушить; кольцо готово |
Ванночки, моющие средства |
Кольца, как изложено выше, бывают простые и сложные.
Таблица 2
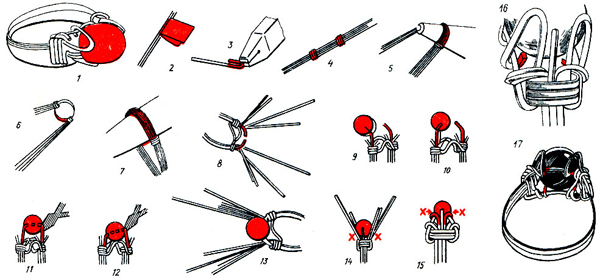
Пример процесса изготовления кольца из проволоки
| Операция |
Инструмент, приспособление, материал |
| Подготовить (прорисовать) эскиз, рисунок, чертеж кольца с указанием необходимых размеров, тушь определить расчетные длины заготовок (эскиз 1) |
Бумага, карандаш, перо, тушь |
| От мотка квадратной (2,5 мм) Ножницы, проволоки отрезать пять заготовок, клейкая лента, каждая длиной 88 мм. Сложить заготовки в жгут, оба конца которого на длину примерно 30 мм скрепить клейкой лентой (эскиз 2); следует помнить, что проволоку нельзя ни гнуть, ни перекручивать |
Ножницы, клейкая лента, линейка |
| Определить и отметить центр жгута; в обе стороны от центра жгута отмерить по 9,5 мм и отметить эти точки слегка заметной риской |
Чертилка, линейка |
| От того же мотка проволоки отрезать две заготовки, каждая по 50 мм; на одном из концов каждой заготовки сделать загиб шириной около 6,5 мм (эскиз 3) |
Круглогубцы, плоскогубцы |
| Запилить концы загибов для лучшего прилегания |
Надфиль |
| Обвязать жгут в три оборота в местах отметок (рисок), как показано на эскизе 4. После каждого полуоборота вокруг жгута проволоку необходимо зажимать; концы связки должны располагаться с внутренней стороны будущей шинки; излишки проволоки отрезать, а концы запилить. Натяжение проволочек жгута должно быть тугим, проволочки жгута не должны быть сдвинуты в пучок |
Круглогубцы, плоскогубцы, кусачки, надфиль |
| Удалить клейкую ленту с концов жгута и изогнуть жгут, как показано на эскизе 5; образовать нижнюю часть будущей шинки |
Рентригель |
| Тонким жестким предметом зацепить две крайние (внешние) проволочки нижней части шинки и, выгибая их, постепенно усилием пальцев рук образовать верхнюю часть шинки (эскиз 6) |
Пинцет, перочинный нож |
| Править шинку (кольцо) до требуемого размера путем прогонки шинки взад-вперед сначала по оправке, а затем по рентригелю (эскиз 7) |
Оправка, рентригель |
| Развести в стороны проволочки обоих концов жгута (эскиз 8) |
|
| Согнуть две центральные проволочки жгута (длина их должна быть 12 мм) так, чтобы они могли удержать в дальнейшем вставку; излишки проволочки удалить (отрезать); длина загибов около 3 мм; концы загибов слегка заострить с тем, чтобы в дальнейшем их можно было легко заправить в отверстия вставки (эскизы 9 - 13) |
Круглогубцы, плоскогубцы, надфиль, кусачки |
| Изогнуть крайние проволочки жгута с обеих сторон (высшая точка загиба немного выше отверстия в бусине); завести их концы под шинку; излишки проволочек удалить, концы запилить (эскизы 14 - 17) |
Круглогубцы, плоскогубцы, надфиль, кусачки |
| Промыть кольцо в теплой мыльной, а затем проточной воде, просушить |
Ванночка |
Процесс изготовления простого (обручального) кольца до определенного момента ведется точно в том же порядке, что и простой шинки: прорисовывается эскиз, чертеж, определяется расчетная длина заготовки, отрезается заготовка, гнется, припасовывается, паяется, отбеливается, производится промывка-просушка, опиливание мест пайки, правка по внутреннему диаметру и боковых поверхностей, опиливание всех поверхностей. После этого, как известно, шинку пропиливают по фуге, а концы шинки либо разводят в разные стороны, либо заводят. Кольцо же после опиливания подвергают шабрению (шабрят по внешнему и внутреннему диаметрам, а также боковым поверхностям) в целях обеспечения чистоты обработки и размеров, почти как у готового изделия. Тщательно выполненная операция шабрения позволяет значительно сокращать безвозвратные потери драгоценного металла. После шабрения проводится окончательная (отделочная) операция – полирование (при помощи паст ГОН), а затем химическая очистка, промывка в мыльной воде и просушка; кольцо готово.
Таблица 3
Пример процесса изготовления мужского кольца

| Операция |
Инструмент, приспособление, материал |
| Подготовить (прорисовать) эскиз, чертеж, рисунок кольца и отдельных деталей его составляющих с указанием необходимых размеров; определить расчетную длину шинки и верхушки (эскиз 1) |
Бумага, карандаш, перо |
| Взять пруток (длиной больше суммы длин шинки и верхушки) из золота, серебра, мельхиора, меди и прокатать его сначала в профильных валках до заготовки квадратного сечения со стороной, равной самой широкой части кольца, а затем в плоских валках до толщины кольца, отрезать две заготовки (для шинки и верхушки) |
Вальцы |
| Произвести разметку - нанести на заготовку рисунок шинки (эскиз 2) |
Чертилка |
| Выпилить шинку |
Лобзик |
| Свернуть заготовку (методом гибки) в кольцо |
Круглогубцы, оправка |
| Зачистить концы шинки |
Надфиль |
| Припасовать концы шинки (плотно подогнать - сфуговать) |
|
| Нарезать припой, офлюсовать шинку, наложить припой |
Ножницы, припой, кисточка, флюс, пинцет |
| Паять шинку |
Асбестовый лист, горелка |
| Отбелить шинку |
Ванночка, отбел, пинцет |
| Промыть шинку в воде и просушить |
Ванночка |
| Опилить место пайки |
Надфиль |
| Править шинку по внутреннему диаметру |
Рентригель, молоток |
| Править боковые поверхности шинки |
Молоток, флакейзен |
| Опилить шинку кругом |
Надфиль |
| Отжечь заготовку для верхушки, разметить (эскиз 3) |
Асбестовый лист, горелка, чертилка |
| Выпилить верхушку |
Лобзик |
| Согнуть заготовку по форме шинки (верхушка должна повторить кривизну шинки), уложить заготовку на деревянный брусок (на углубление в нем в виде ромба, обязательно совместив центры ромба и верхушки) затем уложить на верхушку оправку в виде стальной трубки и ударом молотка скруглить верхушку и выбить одновременно ромб (эскиз 4) |
Оправка, брусок-подкладка, молоток |
| Опилить верхушку по периметру ромба (эскиз 5) |
Надфиль |
| Произвести разметку - обозначить на верхушке места расположения отверстий под вставки (эскиз 6) |
Чертилка |
| Пробить отверстия в центре |
Кернер, молоток, оправка |
| Выпилить отверстия согласно разметки |
Лобзик |
| Отпилить отверстия в размер (эскиз 7) |
Надфиль |
| Проверить (путем совмещения и подгонки) совпадение кривизны шинки и верхушки |
|
| Запилить края шинки |
Надфиль |
| Припасовать верхушку к шинке |
" |
| Нарезать припой, офлюсовать верхушку и шинку, наложить припой, зафиксировать шинку в требуемом положении |
Ножницы, кисточка, флюс, припой, пинцет, зажимы |
| Паять верхушку к шинке |
Асбестовый лист, горелка |
| Отбелить кольцо, промыть в воде, просушить |
Ванночки, отбел, пинцет |
| Зачистить места пайки (эскиз 8) |
Надфиль, дрель, сверло |
| Запилить кольцо кругом |
Надфиль |
| Шабрить кольцо кругом |
Шабер |
| Полировать кольцо кругом |
Бормашинка с набором полировальных кругов, паста ГОИ |
| Закрепить вставки из ограненных самоцветных камней или разноцветного стекла |
Штихель, давчик, пинцет |
| Произвести химическую очистку кольца в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70, ТМС-160, промыть в теплой воде, просушить |
Ванночки, моющие средства |
Примеры изготовления колец даны в табл. 1 – 3. Для ознакомления со спецификой работы ювелира в условиях организации труда на предприятиях ювелирной промышленности в табл. 4 приведен типовой технологический процесс изготовления (стадия монтировки) кольца при серийном способе производства ювелирных украшений.
Таблица 4
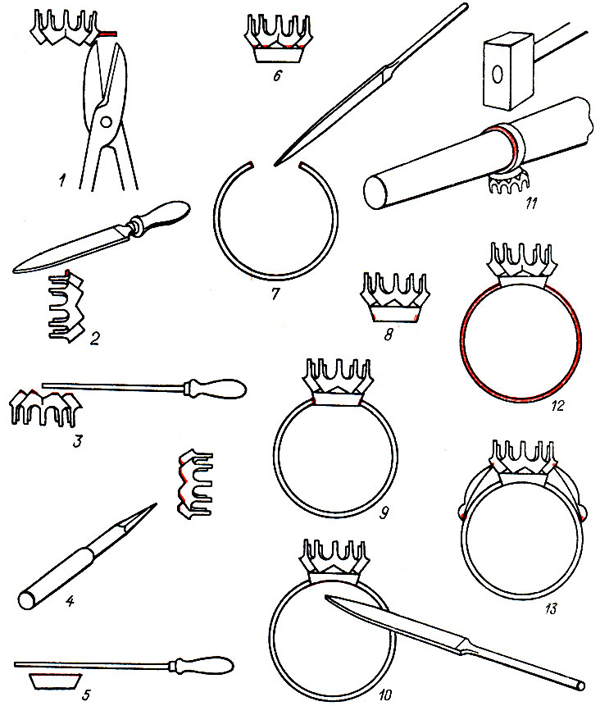
Типовой технологический процесс изготовления (монтировки) кольца из деталей, полученных методом штамповки и литья (материал - золото пробы 583)
| Операция |
Инструмент, приспособление, материал |
| Подготовить рабочее место (верстак); получить в кладовой комплект деталей и припой в количестве и массой согласно наряду (заданию). Нарезать припой ПЗл-I и ПЗл-IV |
Весы ВЛР-1, ножницы |
| Отрезать от каста остаток литника длиной 2 мм (эскиз 1) |
Ножницы, кусачки |
| Запилить (зачистить) место среза (эскиз 2) |
Надфиль |
| Опилить каст кругом, четко оформляя рельефный контур крапанов, удалить возможные дефекты литья (облой, наплывы); крапаны вокруг опиливают фрезой, а по контуру надфилем |
Бормашинка с набором фрез, надфиль |
| Запилить боганы на плоскость под пайку с рантом (эскиз 3) |
Надфиль |
| Шабрить боганы; операцию выполняют как отделочную (эскиз 4) |
Шабер |
| Запилить (зачистить) рант по верху, выдерживая высоту, а также кругом (эскиз 5) |
Надфиль |
| Запилить (зачистить) накладки по контуру, т. е. до размеров чертежа |
" |
| Припасовать каст к ранту; подогнать (совместить) по плоскости и форме (эскиз 6). При выполнении указанных выше операций каст, рант, накладки удерживают пальцами рук (упором служит финагель) или в тисочках |
" |
| Произвести точечную пайку (прихватку) с рантом: уложить детали на приспособление и установить на нижний электрод аппарата, подать напряжение в зависимости от толщины изделия в площади пайки в пределах от 0 до 380 В, нажать педаль и произвести пайку |
Аппарат точечной пайки |
| Паять каст с рантом: офлюсовать, уложить пипой (в стыки швов, в места, малозаметные или вообще не просматриваемые на готовом изделии), а затем включить горелку и при 'равномерном круговом движении легким пламенем постепенно нагреть каст и рант, а затем усилием огня горелки довести припой до полного растекания и соединения с основным металлом |
Кисточка, флюс, асбестовый лист, горелка, пинцет, припой ПЗл-585-1 |
| Отбелить каст с рантом путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин |
Ванночка, отбел |
| Зачистить места пайки |
Надфиль |
| Запилить торцы шинки (эскиз 7) |
" |
| Разметить рант под сборку с шинкой: сделать всечку, наметить риску в месте припайки шинки к ранту (эскиз 8) |
Циркуль разметочный, надфиль |
| Догнуть шинку под сборку с рантом |
Круглогубцы, плоскогубцы |
| Припасовать шинку к ранту: подогнать шинку к ранту в месте сделанной всечки риски (эскиз 9) |
Надфиль |
| Паять шинку с рантом: офлюсовать места пайки, наложить припой; шинку фиксировать в требуемом положении за счет нагартованности (упругости) |
Асбестовый лист, кисточка, пинцет, флюс (бура), горелка, припой ПЗл585-1 |
| Отбелить путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин |
Ванночка, отбел, пинцет |
| Зачистить (запилить) места пайки |
Надфиль |
| Запилить рант заподлицо с шинкой по внутреннему диаметру кольца, т. е. по пальцу (эскиз 10) |
" |
| Цравить кольцо по внутреннему диаметру (эскиз 11) |
Рентригель, молоток |
| Зачистить шинку кругом (эскиз 12) |
Надфиль |
| Припасовать накладки к касту и шинке согласно чертежу, в касте на месте припайки сделать риску (эскиз 13) |
" |
| Произвести точечную пайку накладок с шинкой и кастом, так же как пайку каста с рантом, описанную выше |
Аппарат точечной пайки |
| Паять накладки к касту и шинке, так же как осуществляли пайку каста с рантом, описанную выше |
Кисточка, флюс (бура), пинцет, горелка, асбестовый лист, припой ПЗл-585-IV |
| Отбелить путем выдержки в 5%-ном растворе сернокислого калия при температуре 55 - 60°С в течение 7,5 - 10 мин |
Ванночка, отбел, пинцет |
| Шабрить кольцо (за исключением рельефных и чеканных поверхностей, если таковые Присутствуют), т. е. тщательно убрать все риски, царапины, другие дефекты, это конечная операция, выполняемая ювелиром-мантировщиком |
Шабер |
| Маркировать кольцо клеймом рабочего |
Приспособление для клеймения |
| Сдать кольца по количеству и массе в ОТК |
Весы BЛAO (на предел измерения 1 кг) |
Примечания: 1. Размеры опиливаемых и шабруемых поверхностей указывают на чертеже.
2. Перед пайкой удалить шабером оксидные пленки в местах пайки и снять заусенцы напильником или надфилем. Шероховатость поверхности должна быть не менее Ra = 1,25 мкм. Удалить с рабочей поверхности жировую пленку батистом, смоченным в денатурате (протирать рабочую поверхность руками недопустимо).
3. Напряжение при точечной пайке устанавливают экспериментальным путем.
4. После каждой пайки изделия сначала промывают в горячей воде при температуре 60 – 70°С в течение 1,5 – 2,0 мин, а затем в проточной воде 1,5 – 2,0 мин и просушивают 10 – 15 мин в сушильном шкафу при 125 – 150°С.
5. Дальнейшая обработка кольца (без участия ювелира-монтировщика) идет в следующем порядке: электрохимическое полирование, полирование обычное, простановка (клеймение) товарного знака завода-изготовителя, пробирование в инспекции пробирного надзора, закрепка вставок, полирование окончательное, с участка на участок изделия (по количеству и массе) каждый раз передают через кладовые драгоценных металлов с обязательным предъявлением на контроль в ОТК.
|