ДЕКОРАТИВНАЯ ОБРАБОТКА ЮВЕЛИРНЫХ УКРАШЕНИЙ
Декоративная обработка ювелирных украшений может осуществляться механическим способом (чеканкой, гравировкой) и нанесением защитно-декоративных покрытий (эмалированием, чернением, оксидированием, золочением, серебрением, родированием).
Цель декоративной обработки ювелирных изделий - облагородить их, придать им яркость и новые внешние качества. Выполняется декоративная обработка как вручную, так и с применением специального оборудования (в условиях промышленного производства).
ОКСИДИРОВАНИЕ
Оксидирование ювелирных украшений предназначено для защиты их от потускнения. Сущность процесса оксидирования заключается в нанесении на поверхность изделий химически стойкой защитной пленки, позволяющей повысить их декоративные качества и коррозионную стойкость. Оксидирование производится двумя способами: химическим и электрохимическим. При этом различают цветное оксидирование и бесцветное — пассивирование. Обработке оксидированием подвергаются изделия из серебра и недрагоценных металлов.
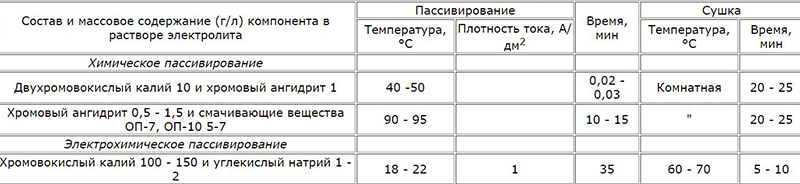
Оксидирование изделий из серебра. Изделия из серебра и с серебряным покрытием оксидируют (пассивируют) как химическим, так и электрохимическим способами. Процессы химического и электрохимического бесцветного оксидирования (пассивирования) осуществляются в растворах и электролитах, основным компонентом состава которых является хромовокислый калий.
Растворы, электролиты и режимы химического и электрохимического пассивирования
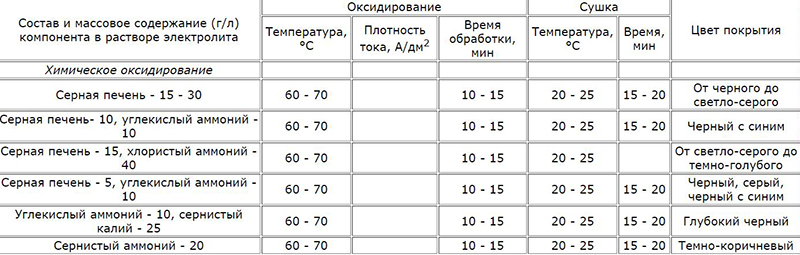
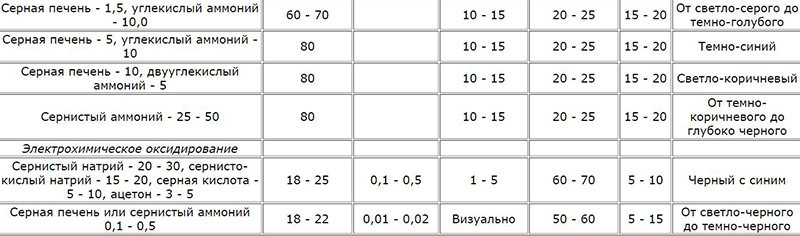
В процессе цветного оксидирования изделиям придается окраска с самыми различными оттенками: синего, темного (черного), серого, светло-серого, темно-коричневого, кирпичного, желтого и т. д. Осуществляется цветное оксидирование, как правило, химическим способом, реже электрохимическим. Отличительной чертой всех растворов для химического оксидирования является то, что основным их компонентом является серная печень. Время выдержки в них изделий в каждом конкретном случае определяется необходимостью получения пленки заданного цвета и в значительной степени зависит от опыта и мастерства исполнителя. Оксидирование ведут, помещая изделия в раствор или нанеся раствор на отдельные (заданные) участки изделия. Раствор серной печени получают сплавлением серы и поташа в соотношении 1:2.
Растворы, электролиты и режимы цветного оксидирования
Примечание. Промывку изделия осуществляют в проточной воде.
Оксидированные изделия после промывки в воде и просушки очищают с помощью суконки и мела, а также пемзовой пудры, а для придания пленкам красивого блеска еще и крацуют мягкими латунными щетками.
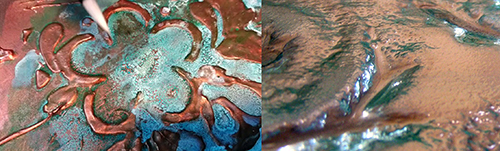
Оксидирование изделий из недрагоценных металлов. На практике процессы нанесения декоративно-поверхностного слоя на изделия из недрагоценных металлов называют не оксидированием, а патинированием. Покрытие слоем патины (оксидными и сульфидными пленками) придает изделию благородные оттенки оливково-зеленого, золотистого, коричневого, оранжевого, фиолетового и черного цвета. Патинирование выполняют химическим и электрохимическим способами.
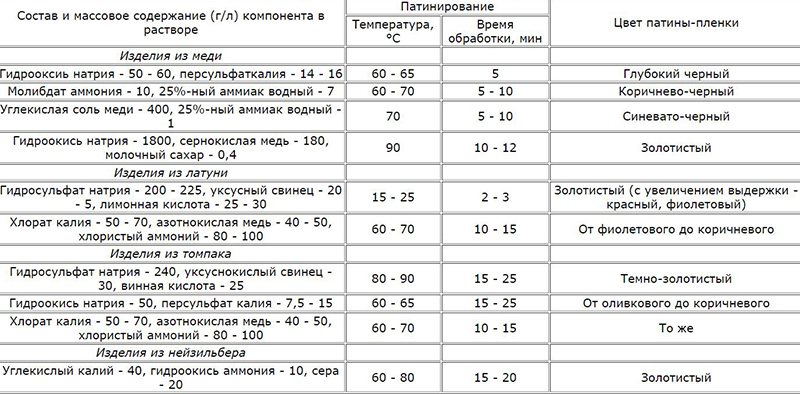
Растворы, режимы химического патинирования
Химическое патинирование. Многолетней практикой производства ювелирных изделий выработаны растворы и соответствующие им режимы процессов химического патинирования изделий из меди, латуни, томпака, нейзильбера. Нередко, однако, исполнители применяют другие, отличные от традиционных, приемы патинирования. Патинирование изделий из латуни, когда, например, желают наложить пленку черного цвета с синим оттенком, проводят в следующем порядке. При температуре 15 – 25°С изделия в течение 15 – 20 сек обрабатывают раствором хромпика, в который входят 70 – 80 г/л двухромовокислого калия и 20 – 25 мл/л серной кислоты, затем промывают в воде и только после этого в течение 25 – 30 мин при температуре 15 – 30°С патинируют в растворе, состоящем из 25%–ного водного раствора аммиака и углекислой меди от 40 до 200 г/л.
 Один из приемов патинирования изделия из томпака начинают с его окраски – травления в смеси, состоящей из серной (800 г), азотной (100 г), соляной (2,5 г) кислот и хлористого натрия (3 г). Затем, изделия промывают в воде и в течение 5 – 7 сек при температуре 15 – 25°С подвергают пассивированию в растворе хромпика. В состав хромпика входят двухромовокислый калий (100 г/л) и серная кислота (100 г/л).
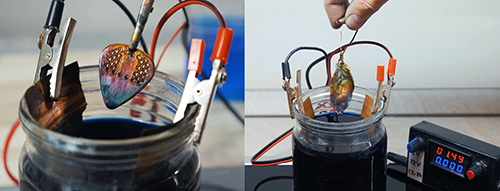
Электрохимическое патинирование. Электрохимический метод патинирования украшений из недрагоценных металлов становится все более распространенным в ювелирном производстве, так как по сравнению с химическим он производительнее и дешевле. Есть у этого метода, правда, один, но существенный недостаток: получаемые на изделиях пленки очень тонкие и требуют дополнительного покрытия слоем защитного лака.
Желаемый цвет патины-пленки достигается применением определенного по составу электролита. Патину цвета от серо-зеленого до темно-зеленого позволяет получить электролит, состоящий из следующих компонентов (г/л): сернокислая медь CuSО4 – 50, хлористый аммоний NH4Cl – 28, хлористый натрий NaCl – 14, уксусная кислота СН3СООН – 12, цинк хлористый ZnCl2 – 6, глицерин – 6. Электролиз идет в течении 5 – 10 мин при плотности тока 0,3 – 0,5 А/дм2 и температуре 15 – 20°С.
Электролит, в состав которого входят 45 г/л сернокислой меди, 30 г/л едкого натра и 60 г/л сахарозы, обеспечивает получение оранжевой, фиолетовой, серой, золотистой патины в зависимости от времени выдержки. Общее время электролиза составляет от 9 до 11 мин, рабочая его температура поддерживается в пределах 16 – 22°С, а плотность тока не должна превышать 0,1 – 0,2 А/дм2.
|