ОПЕРАЦИИ РУЧНОГО ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ УКРАШЕНИЙ
Процесс ручного изготовления ювелирных украшений предусматривает выполнение ряда похожих на слесарные, но очень специфичных монтировочных операций. К ним относятся разметка, гибка и правка, пайка, опиливание, выпиливание лобзиком, шабрение, сверление, штифтовка, отбеливание и отжиг.
ОПИЛИВАНИЕ
Процесс снятия с ювелирных украшений определенного (требуемого) слоя металла в целях придания им точности формы, размеров, чистоты поверхности называется опиливанием. Опиливание бывает ручное и механизированное.
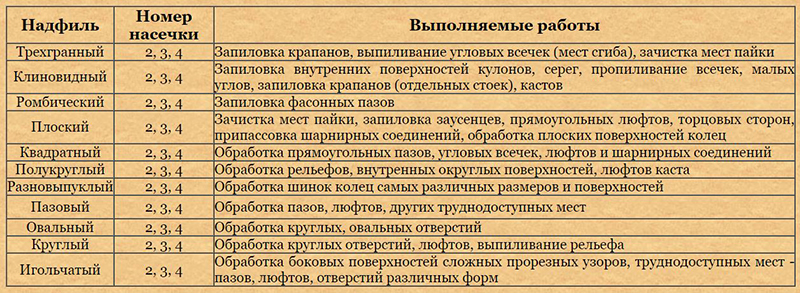
Опиливание вручную. Выполняется с помощью напильников, надфилей, рифелей. В практике ювелиров встречается опиливание ровной, цилиндрической, криволинейной поверхностей, а также опиливание (зачистка) мест пайки, удаление заусенцев с краев изделия, запиловка торцовых сторон, обработка сложных прорезных узоров, запиловка прямоугольных и фасонных пазов, опиливание внутренних округлых поверхностей и т. д. Основной объем опиловочных работ ювелиры выполняют напильниками и надфилями, приведенными в табл.
и
Процесс опиливания ювелиры выполняют сидя за верстаком. Изделие во время опиливания обычно удерживают пальцами одной руки, прижимая его к финагелю. Размах движений инструмента страхуется либо финагелем, либо большим пальцем держащей изделие руки (на палец в этом случае обязательно надевается кожаный чехол). Локти рук в процессе опиливания находятся в свободном состоянии.
Для удерживания в нужном положении изделий и деталей при опиливании пользуются также плоскогубцами и круглогубцами, а также тисочками, металлическими и деревянными. При опиливании изделий из драгоценных металлов нельзя применять инструменты и приспособления, изготовленные из цветных металлов и негорючих материалов, так как в дальнейшем извлечение примесей из опилок представит крайне сложное дело.
Механизированное опиливание. Этот способ удобен при обработке труднодоступных мест, пазов, внутренних поверхностей полых изделий. Опытные ювелиры 70—80% всех опиловочных работ выполняют именно механизированным способом. Осуществляется механизированное опиливание с помощью борма-шинки и набора боров-фрез. При механизированном опиливании изделие удерживается пальцами руки (упором служит финагель) или закрепляется в деревянных тисочках. Локоть руки, держащей и направляющей инструмент, опирается на верстак.
Выполняя операцию опиливания, необходимо помнить:
— правильно выбранный напильник, надфиль, рифель — одно из условий качественной и производительной работы;
— напильник (надфиль) удерживают в правой руке, причем указательный палец должен быть расположен сверху вдоль напильника, а большой палец — с боку вдоль рукоятки напильника;
— обрабатываемое изделие должно быть по возможности жестко (без смещений) закреплено (удержано);
— движения режущего инструмента должны быть равномерными по всей длине хода, давление на инструмент должно быть также постоянно равномерным;
— заусенцы удаляют под углом к краю изделия;
— перед опиливанием (зачисткой) мест пайки необходимо выполнить протравку в целях удаления остатков буры;
— не рекомендуется использовать один и тот же режущий инструмент для обработки изделий из разного металла;
— через определенные интервалы работы режущий инструмент необходимо прочищать щеткой или тканью.
|