ОПЕРАЦИИ РУЧНОГО ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ УКРАШЕНИИ
Процесс ручного изготовления ювелирных украшений предусматривает выполнение ряда похожих на слесарные, но очень специфичных монтировочных операций. К ним относятся разметка, гибка и правка, пайка, опиливание, выпиливание лобзиком, шабрение, сверление, штифтовка, отбеливание и отжиг.
ГИБКА И ПРАВКА
Гибка. Процесс деформации материала, когда отдельные его участки под действием внешних сил формоизменяются, причем в самой различной степени, называется гибкой. Гибка — одна из важнейших монтировочных операций. Из общего объема монтировочных работ на долю гибки приходится примерно 30 %. Наиболее широко применяется эта операция при изготовлении ювелирных украшений техникой филиграни. Существуют два способа гибки: вручную и с помощью инструмента.
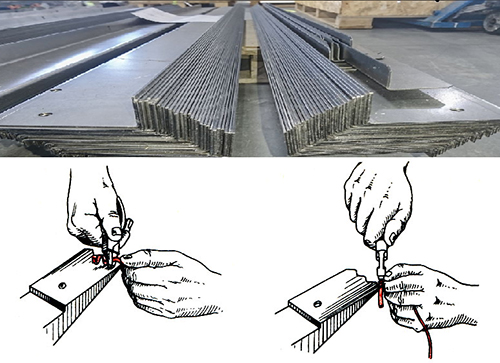
Гибка вручную. Это самый простой способ гибки, при котором для придания материалу необходимой формы достаточно силы пальцев руки. Так можно производить гибку тонкой проволоки и полосы (листа), например тонкого браслета. Значительно тяжелее гнуть таким образом короткую и толстую проволоку, потому что придать материалу сложные формы за счет усилий, создаваемых пальцами рук, практически невозможно.
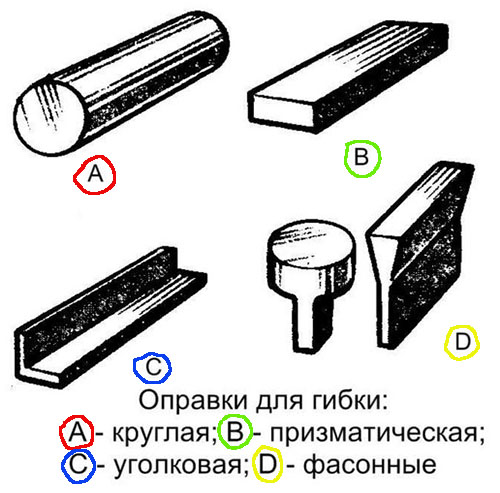
Гибка с помощью инструмента. Такая гибка выполняется с применением гибочных щипцов, оправок, различных приспособлений.
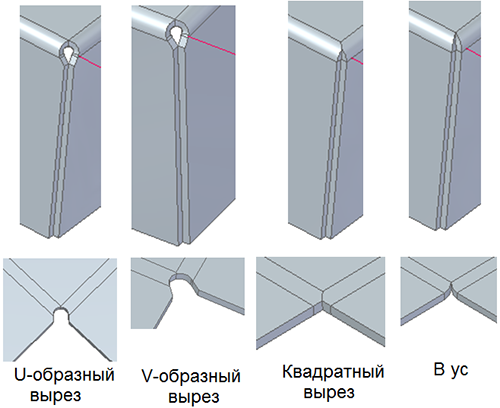
 Гибка звеньев круглой формы из проволоки производится с помощью цилиндрических металлических оправок и ригелей, обычного гвоздя, куска латунной проволоки. Оправки выбирают диаметром чуть меньшим внутреннего диаметра звена, потому что упругость проволоки не позволяет ей достаточно плотно пристать к оправке; за счет этой же упругости внутренний диаметр звеньев после снятия их с оправки увеличивается до необходимого. До начала гибки проволоку отжигают; при этом она не должна иметь никаких дефектов. Намотку спирали производят от руки с закреплением оправки в ручных тисках и без такого закрепления. Перед снятием с оправки спираль отжигают (вместе с оправкой). Съём спирали с оправки производят плоскогубцами путем протягивания оправки через отверстие волочильной доски. После того, как спираль снята, ее разрезают на отдельные звенья лобзиком; положение пилки лобзика при этом должно быть перпендикулярным к виткам спирали.
 Гибка звеньев овальной формы из проволоки осуществляется строго в той же последовательности, что и гибка звеньев круглой формы. Оправками для гибки таких звеньев служат металлические (медь, латунь, сталь) заданного профиля полосы с закругленными (неострыми) краями.
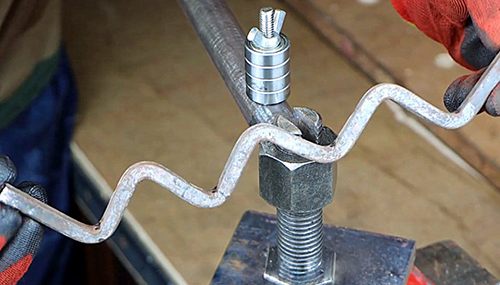
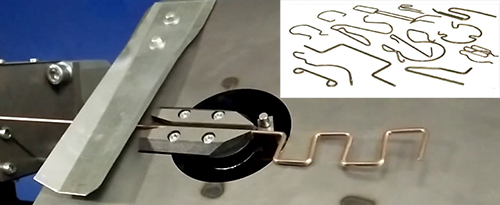
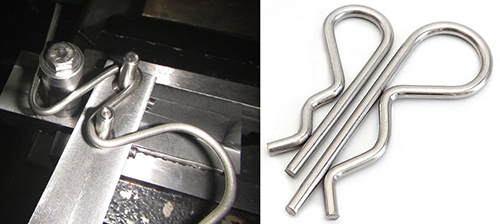
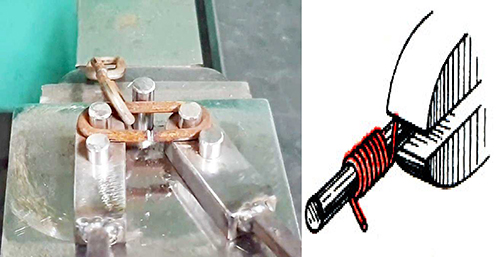
Гибка спирали, витки которой повторяются равномерно по всей длине, выполняется с помощью приспособления.
Гибку производят следующим образом: один конец отожженной, протравленной и зачищенной проволоки сгибают круглогубцами в петлю, петлю жестко (смещения недопустимы) накидывают на крайний штифт приспособления. Затем проволоку, постоянно подтягивая за другой конец, навивают как можно плотнее на второй и последующие штифты. Снимают спираль со штифтов с помощью обычной отвертки.
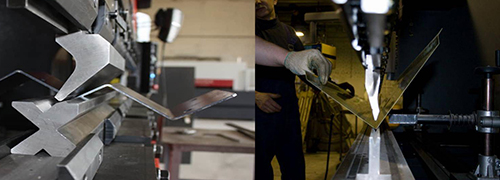
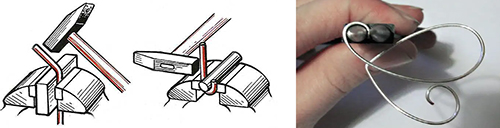
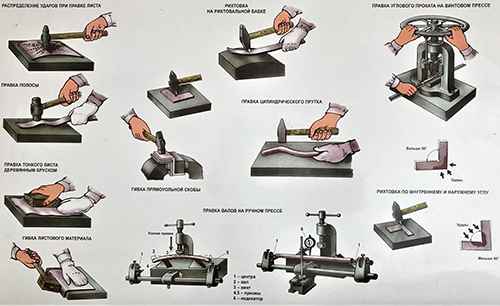
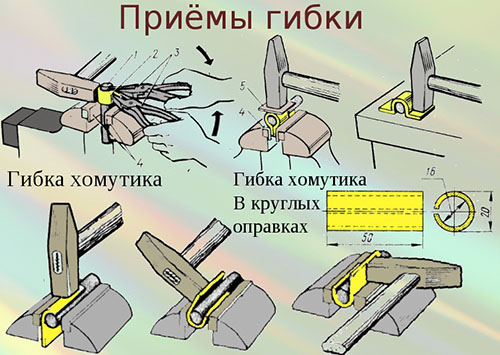
Гибка полос и листов осуществляется с применением опорных плит и оправок заданных форм. Опорные плиты используют как своеобразные матрицы, а оправки — как пуансоны штампа. Практические приемы гибки показаны:
Правка. Процесс выправления, выпрямления неровностей поверхности и формы материала изготовления называется правкой. Различают правку ручную и с помощью специальных инструментов и приспособлений: металлических, текстолитовых и деревянных молотков, стальных правочных (рихтовальных) плит-флакейзенов, наковален-шпераков, плоскогубцев, ригелей, оправок, обычных и специальных пуансонов.
Правка ручная. Имеет ограниченное применение, так как усилием пальцев рук можно выправить лишь тонкую проволоку, небольшие её изгибы. Качество ручной правки невысокое.
Правка с помощью инструмента и приспособлений. Такая правка подразделяется на правку листового, ленточного, пруткового материала, правку штампованных и литых изделий и деталей.
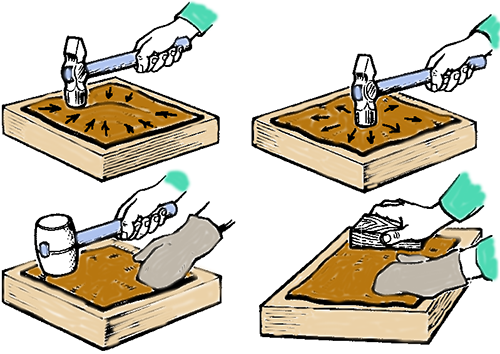
Правка листового, ленточного и пруткового материала выполняется на флакейзене или шпераке молотками с круглой или прямоугольной формой бойка.
Рабочая поверхность инструмента должна быть гладкой, без каких-либо дефектов. Перед правкой материал отжигают. Правку широкого листа ведут простукиванием от середины к краю.
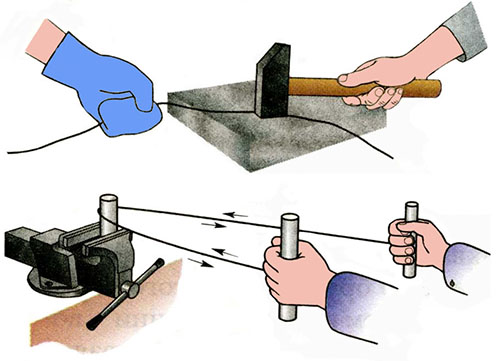
Правка проволочного и трубчатого материала выполняется несколькими способами: вытягиванием (протягиванием) плоскогубцами вокруг оправки или без использования оправки; вытягиванием через отверстие волочильной доски и рихтовкой на правочной плите. Последний способ правки необходим, когда требуется абсолютно ровное выправление материала; правку ведут осторожно, постоянно меняя положение материала на плите.
Правка штампованных изделий и деталей сводится в основном к правке шинок колец для придания им правильной круглой формы. Эта операция производится с помощью ригеля, коническая форма которого позволяет править кольца с самыми различными диаметрами шинок и обеспечивает одновременно необходимую плотность прилегания шинки к поверхности ригеля. Наряду с круглыми бывают еще овальные, квадратные, прямоугольные и шестиугольные ригели.
Правка гладких шинок ведется текстолитовыми молотками равномерными ударами по всей окружности. Правку колец с кастом (оправой для камня), начинают от каста и ведут поочередно в разные стороны сверху вниз и снизу вверх. Во избежание приобретения шинкой формы, близкой к форме ригеля (конической), кольца правят сначала с одной, потом с другой стороны.
В случае необходимости правят также боковые стороны шинок. В качестве ударного инструмента при такой правке используют металлические молотки, а в качестве опорных плит — флакейзен или шперак.
Правку ведут, равномерно (по всей окружности) простукивая металлическим молотком с прямоугольной формой бойка. Правку боковых сторон колец можно осуществить и в специальных приспособлениях. Этот способ обеспечивает высокое качество правки, кроме того, исключает последующие запиловку и шабровку.
Приспособления для такой правки можно сделать из отслужившего срок штампа, незначительно доработав его. Требуемые точность и качество правки достигаются буквально одним ударом металлического молотка.
|